
在之前的文章“MES | 卷烟工厂信息化架构之生产执行系统(上篇)”中,对卷烟工厂信息化MES系统的部分功能进行了详细的阐述,包括详细排产和工单执行、产品规范管理、产品质量管理、生产消耗统计,但其功能远不止如此,今天便继续对其他功能进行分析。

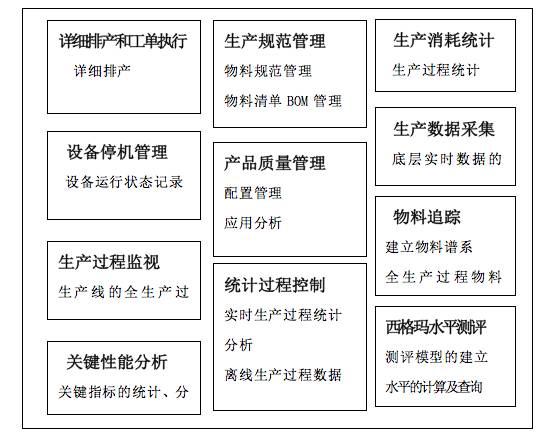
卷烟工厂生产执行分系统功能图
◆ 系统目标
设备停机管理通过实时收集、汇总生产过程中的设备运行数据,捕捉和识别设备运行故障信息,并生成相应的设备运行记录和停机记录,形成设备运行统计报告,实现设备运行情况管理。
◆ 系统功能
设备停机管理模块包括设备运行状态记录、设备故障分类及设备运行统计功能。
生产数据采集是指通过MES系统与底层系统接口的连接,从底层获取生产过程的实时数据,从而为MES系统的运行提供数据基础。
生产数据采集来源基于2个方面:
生产自动化和物流自动化提供的实时数据;
通过集成生产工单和物料跟踪获得的数据。
生产数据采集主要通过2个接口来实现:
生产的实时数据以及工艺指标、规范通过OPC协议从底层的数采服务器取得;
生产工单、物料的相关数据通过专用接口以文件交互的方式取得。
生产监控基于对制丝集控、卷包数采、物流自动化、动力能源自动化等过程控制系统的实时数据自动采集的基础上,结合系统中的计划、质量、规范、消耗等信息进行综合展示,同时通过超链接集成各立库的监视画面,实现生产状态的可视化,为协调、指挥生产服务。
关键性能指标(KPI)是通过计算生产中的实时数据得到的数值,并对这些数据和数值进行统计处理、分析及展示,用来反映生产管理人员关心的生产性能和生产目标,帮助管理者更好地了解生产性能,实现生产目标。
关键性能指标KPI的数据来源于底层数采系统,其采集相关实时生产数据并通过接口传输给MES系统。制丝车间以工艺段、关键设备为标准建立关键性能指标状态点,卷包车间以主要设备为标准建立关键性能指标状态点。
根据KPI的功能和目的,KPI分为:关键工艺参数、生产数量、生产能力、能源消耗、设备停机、物料消耗损耗等几大类。
物料追踪管理模块以树形结构展示信息,涉及从原料烟投料到成品产出的整个生产过程,以生产批次、钢印号为主线,对生产过程中采集的生产过程物料数据进行关联,按照产品工艺路线对整个生产过程加以记录,实现从原料投料到成品入库的全生产过程物料跟踪,将生产、质检等分散在不同模块中的数据按生产工艺路线有效组织起来,最终形成生产电子记录信息及物料谱系。
物料追踪信息包括:子工单信息、物料消耗、物料描述及状态、生产班组、生产规范、对应工段(或机台)、生产时间、消耗数量或生产数量等信息。
统计过程控制(SPC)系统是将SPC统计过程控制技术充分运用到企业的质量管理业务活动中而构建的质量控制与分析信息化平台。通过统计过程控制(SPC)系统,实时准确地对工序过程进行监控,分析工序过程保证能力,对工序过程达到的水平以及是否处于受控状态作出判断,为管理和决策提供依据。当出现能力下降、工序失控或有失控趋势时,立即预警,使工序过程一直处于受控状态。
◆ 系统目标
在卷烟工厂中开展西格玛水平测评的程序化工作,将企业测评数据的收集、模型的建立及计算等工作通过信息系统来实现,建立起一套西格玛水平测评系统。确定参与计算的关键质量特性,建立西格玛水平详细计算模型;对每一个关键质量特性按数据分析要求确定其数据收集方案,在环节之间或者过程之间,根据过程对总体贡献程度的差异性,赋予其相应的权重以进行总体西格玛水平的合成。
◆ 系统功能
西格玛水平测评系统包括测评模型的建立、水平的计算及查询、接口的管理等功能。
建立西格玛水平详细计算模型,借助于企业生产执行系统及数据采集系统,通过牌号、工序、事件等的建模,配置参与最终西格玛水平计算的关键质量特性(关键质量特性)及合成权重。
企业西格玛水平可通过制丝、卷包、成品、嘴棒四个部分按相应权重予以合成。
制丝西格玛水平计算:以制丝批次在各工序开始和结束为最小时间界定,按班组、牌号等计算关键质量特性的西格玛水平;依据关键质量特性的西格玛水平和制丝西格玛测评模型合成制丝各工序、工段、生产线、班组及牌号单批次或者时间段的西格玛水平。对于计量型数据依据标准测评公式计算关键质量特性西格玛水平,对于计数型数据先计算DPMO然后通过Z表(DPMO与西格玛水平对应表)转换得到关键质量特性西格玛水平。
卷包西格玛水平:以牌号在各机台上的班开始和班结束为最小时间界定,主要对应卷包过程质量检验数据按班组、牌号、机台来计算卷包关键质量特性的西格玛水平。依据关键质量特性的西格玛水平和卷包西格玛测评模型合成卷包各机台、机组、班组、工段及牌号单班或者时间段的西格玛水平。对于计量型数据依据标准测评公式计算关键质量特性西格玛水平,对于计数型数据先计算DPMO然后通过Z表(DPMO与西格玛水平对应表)转换得到关键质量特性西格玛水平。
成品西格玛水平的计算:主要包括成品出入库质量检验数据、日常抽检质量检测数据等;签于其每日样本量比较少的情况,可考虑按每月一次导入数据的方式来进行水平的计算。
嘴棒西格玛水平的计算:以嘴棒入库质量检验数据为数据源,按每月一次来进行样本的计算及通过BOM参与卷烟品牌、全厂西格玛水平的合成。 ? 通过测评系统可实时计算每个批次、每个工序、每个关键指标的西格玛水平,充分反映过程控制的中心值与设计值的偏离程度及波动情况,为加强工艺过程控制和过程能力评价及衡量企业精细化加工水平提供有力数据支持。

共有条评论 网友评论