
来源:佰思杰 作者:李佑莉 授权发布
钣金加工,是机械加工领域中一种常见的加工工艺。虽然其工艺分类有多种,对应的加工流程上也有一定的区别,但大体概括来说,就是针对金属薄板制品施加压力,在压力的作用下使其发生形变的加工过程,一般包括切割、冲压、折弯、卷边、复合加工、成型等方法。钣金工艺在电子、电器、通信、汽车工业、医疗器械等领域得到了广泛应用,生活中常见的电脑机箱、电器外壳、汽车车身等,工业应用中的电气柜、通信柜、仪器仪表外壳等,钣金件都是其中必不可少的组成部分。钣金加工行业具有多品种、小批量的离散制造行业的典型特征。钣金加工单元即是企业内一个完整的零件钣金加工流程的生产单元。制造业企业中常见的一些下料车间、备料车间、冲压车间、冲剪产线等,一般核心业务就是一个钣金加工的生产单元。而对于钣金加工行业的MES系统来说,其信息化需求大体上与其他机加工车间是雷同的,覆盖计划管理、生产管理、物料管理、质量管理、设备管理等大多数机加工MES的常规功能,但钣金工艺本身的一些特性,在信息化层面也体现出一些较为独特的个性化需求。因此,在钣金MES系统规划时,除了常规标准功能外,还应该重点针对以下特点进行需求分析和功能设计。特点1合批生产和设备产能对计划排程的约束性影响钣金产品种类多,形状有大有小,每种成品的订单数量也有多有少,因此就存在单件生产和合批生产的协调问题。对于板材或卷材的冲压和切割,一般同一块板材上需要进行套料(排料),而为了减少在制品的数量,减少换模的频率,往往套料会考虑到经济性,可能工艺参数相同的不同订单不同批次的零件在同一块板材上进行套料。这种经济批量就会成为计划排程中的一个约束性条件。另一方面,不同工序组的钣金设备生产负荷差距较大。以常见的切割、冲压和折弯三个工序而言,切割和冲压工序均可实现单台设备的多订单多工件同时加工,而折弯设备只能进行单订单单工件加工,因此折弯工序的单次加工时间普遍比其他两个工序长。可见,不同设备的生产效率也可能会影响整个钣金加工的生产进度。因此,合批生产的特性和设备产能的差异性,都是MES系统中钣金生产排程的难点和关键点。在进行钣金计划的排程策略上,就需要重点考虑这两点的排程规则。在佰思杰公司实施过的钣金加工MES项目中,提供了钣金下料成组管理和下料计划排程的解决方案:在系统中可以预定义下料的成组规则(即钣金的经济批量规则),成组规则一般会根据项目、钣金设备和板材规格进行分组,分组零件定义后,再通过套料软件进行实际的排料,套料结果回传MES系统,系统再进行钣金设备的作业执行计划。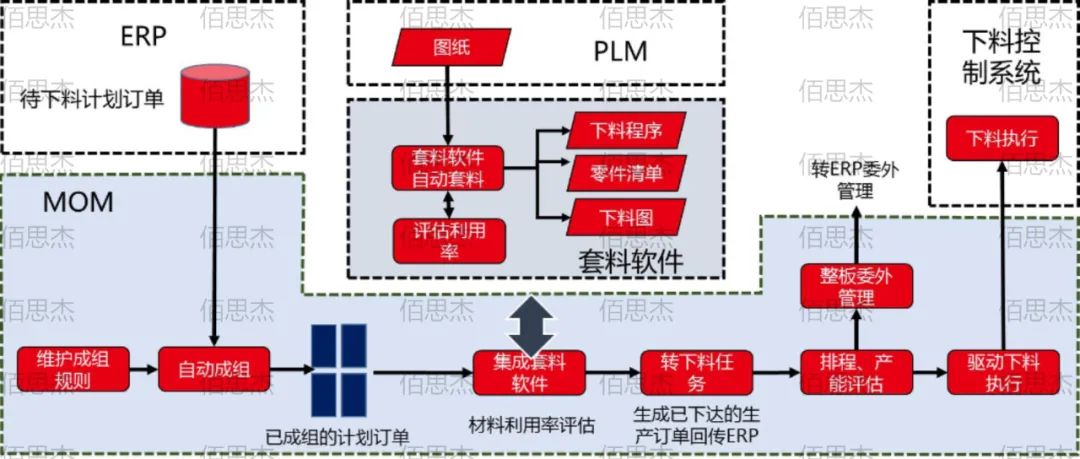 ▲ 下料成组管理和计划排程特点2钣金MES系统需要与套料系统协同应用钣金加工中,冲压和切割加工原材料通常是金属板料或卷料,为了提高原材料的利用率、减少废料和预料,很多钣金加工中就用到了套料(排料)软件,通过软件系统自动将钣金件在板材上进行模拟排布,并将套料结果生成NC程序,提供给钣金设备执行操作。在这个过程中,MES系统要实现对钣金作业的调度和监控,就需要与套料软件进行集成。通过集成,MES系统向套料软件下达钣金批次的成组规则,并获取套料反馈的结果以及钣金作业执行过程的相关数据。
▲ 下料成组管理和计划排程特点2钣金MES系统需要与套料系统协同应用钣金加工中,冲压和切割加工原材料通常是金属板料或卷料,为了提高原材料的利用率、减少废料和预料,很多钣金加工中就用到了套料(排料)软件,通过软件系统自动将钣金件在板材上进行模拟排布,并将套料结果生成NC程序,提供给钣金设备执行操作。在这个过程中,MES系统要实现对钣金作业的调度和监控,就需要与套料软件进行集成。通过集成,MES系统向套料软件下达钣金批次的成组规则,并获取套料反馈的结果以及钣金作业执行过程的相关数据。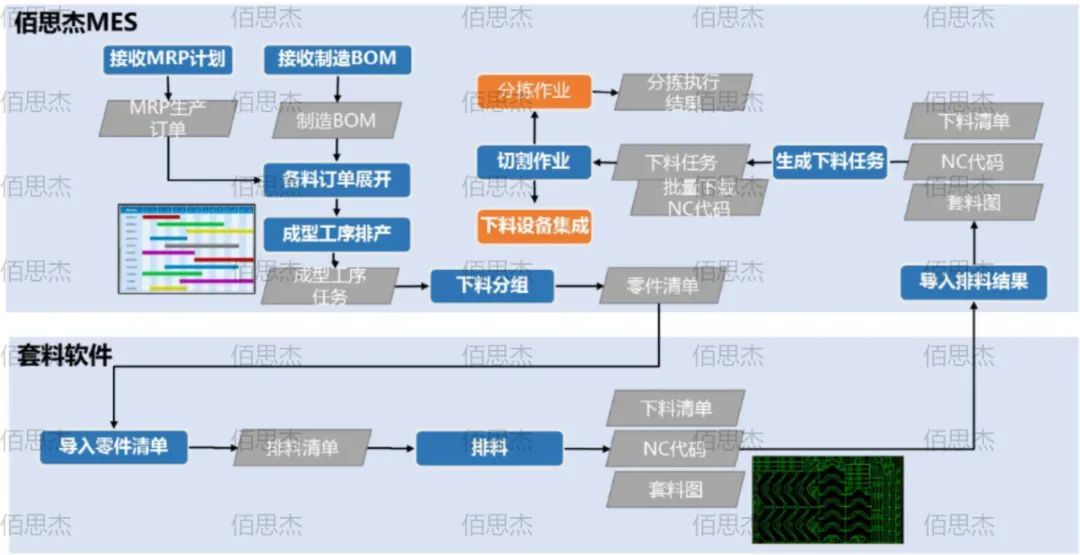 ▲ 佰思杰MES系统与套料软件集成方案
▲ 佰思杰MES系统与套料软件集成方案 ▲ 套料结果的下料图特点3钣金MES系统应强调对车间生产设备管控的一体化支持钣金加工中所使用的设备种类非常多,一般来说基本的设备就包括剪板机、数控冲床、激光/等离子/水射流切割机、折弯机、钻床,以及各种辅助设备如开卷机、校平机、去毛刺机、点焊机等。设备种类多,加工的零部件种类也多,使得整个生产资源的管控就非常复杂。比如,以佰思杰的典型用户中国西电集团下属的电气开关柜制造来说,一个开关柜的钣金零件接近100种,其冲剪工序、折弯工序是集中在几台冲切柔性生产线、激光切割机、数控液压折弯机上,这些设备作为关键的生产资源是影响车间生产最重要的因素,因此保障其设备完好、提高其利用率就显得非常重要。因此,在钣金MES实施时,就要强调对车间生产设备管控一体化支持。而这个特点的解决方案关键点在于以下几个方面:1)MES系统实现对钣金关键设备的实时数据采集,对关键设备的运行状况进行实时汇报和监控,以便于对设备异常进行及时的响应和处理;2)MES系统所获取的套料结果和数控程序,将随同钣金计划一起,对钣金设备的作业执行进行指令下达和过程监控;3)对设备进行全面的维修维护管理,针对不同设备的检修、保养和维护周期设置不同的维护计划,对即将到期的计划进行预警,做到预防性维护;4)各类设备所采集的生产数据是分析生产质量的主要依据,通过数据的统计分析对设备的产能、利用率、质量等进行及时的调整和改进;5)结合设备运行过程中的设备维修、设备保养、设备检验、设备开关机和设备故障等信息,形成完整的设备履历。特点4钣金加工后的零件分拣管理和零件标识
▲ 套料结果的下料图特点3钣金MES系统应强调对车间生产设备管控的一体化支持钣金加工中所使用的设备种类非常多,一般来说基本的设备就包括剪板机、数控冲床、激光/等离子/水射流切割机、折弯机、钻床,以及各种辅助设备如开卷机、校平机、去毛刺机、点焊机等。设备种类多,加工的零部件种类也多,使得整个生产资源的管控就非常复杂。比如,以佰思杰的典型用户中国西电集团下属的电气开关柜制造来说,一个开关柜的钣金零件接近100种,其冲剪工序、折弯工序是集中在几台冲切柔性生产线、激光切割机、数控液压折弯机上,这些设备作为关键的生产资源是影响车间生产最重要的因素,因此保障其设备完好、提高其利用率就显得非常重要。因此,在钣金MES实施时,就要强调对车间生产设备管控一体化支持。而这个特点的解决方案关键点在于以下几个方面:1)MES系统实现对钣金关键设备的实时数据采集,对关键设备的运行状况进行实时汇报和监控,以便于对设备异常进行及时的响应和处理;2)MES系统所获取的套料结果和数控程序,将随同钣金计划一起,对钣金设备的作业执行进行指令下达和过程监控;3)对设备进行全面的维修维护管理,针对不同设备的检修、保养和维护周期设置不同的维护计划,对即将到期的计划进行预警,做到预防性维护;4)各类设备所采集的生产数据是分析生产质量的主要依据,通过数据的统计分析对设备的产能、利用率、质量等进行及时的调整和改进;5)结合设备运行过程中的设备维修、设备保养、设备检验、设备开关机和设备故障等信息,形成完整的设备履历。特点4钣金加工后的零件分拣管理和零件标识
对于中小型零件的钣金作业,一个原材料板材经过加工后通常将产出多个零件,需要将零件进行分拣、归类、汇总和标识。因此,在钣金MES系统中,还需要对分拣作业和分拣零件的标识进行管理。
在佰思杰的典型项目案例中,钣金零件的分拣,有人工分拣,也有分拣自动线:
1)对于人工分拣,可以通过MES系统建立分拣任务单(分拣清单通过与套料软件集成或者Excel文件导入获取),分拣操作工根据分拣清单来清点和确认分拣的零件,并在系统反馈分拣后的结果;
2)对于分拣自动线,可在MES中进行自动分拣线的建模,定义分拣的上线区、下线装框区、分拣工位、容器缓冲区等分拣过程相关内容,自动分拣设备将通过在MES系统中创建的分拣任务清单执行分拣作业。
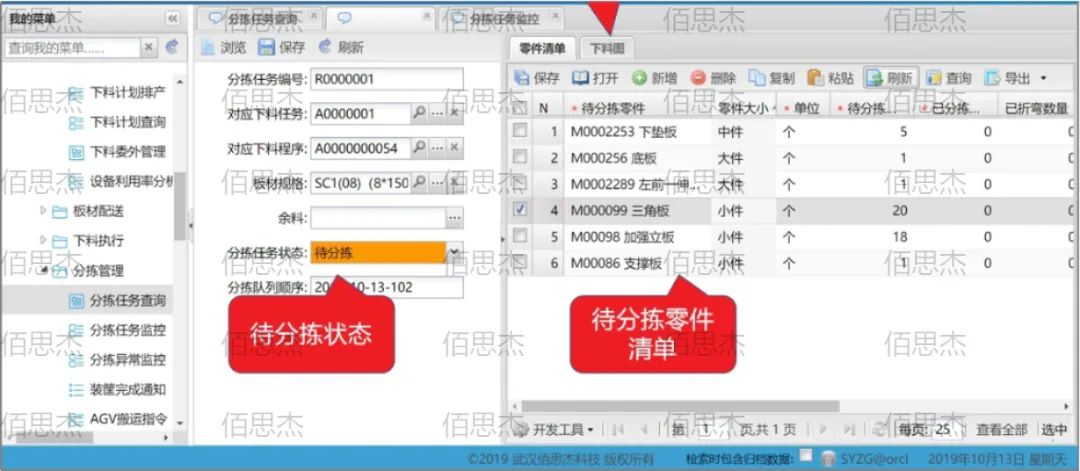 ▲ 分拣任务单
▲ 分拣任务单
另外,为了提高作业汇报效率,佰思杰MES系统还提供了“分拣成套”的功能。系统可以根据钣金后续的装配工序所需要的钣金零件创建成套分拣任务列表,操作工根据成套列表进行钣金件的配套清点和确认,这样一方面既可以保证装配工序自制件的齐套性,另一方面也提高了作业效率,系统可根据分拣任务完成情况汇报自动对这些钣金零件进行批量完工汇报。
 ▲ 分拣成套功能
▲ 分拣成套功能 ▲ 钣金零件成套确认和报工
▲ 钣金零件成套确认和报工
对于中小型的成型件分拣后的零件进行数字化标识,由于零件种类和数量较多,为了提高管理效率,可以通过容器或料框进行物料的标识和管理:根据分拣清单按零件种类分拣到不同料框中,对料框进行二维码/条码或者RFID标识,零件数量和规格信息与料框信息进行关联,从而实现对钣金件的物料管理。
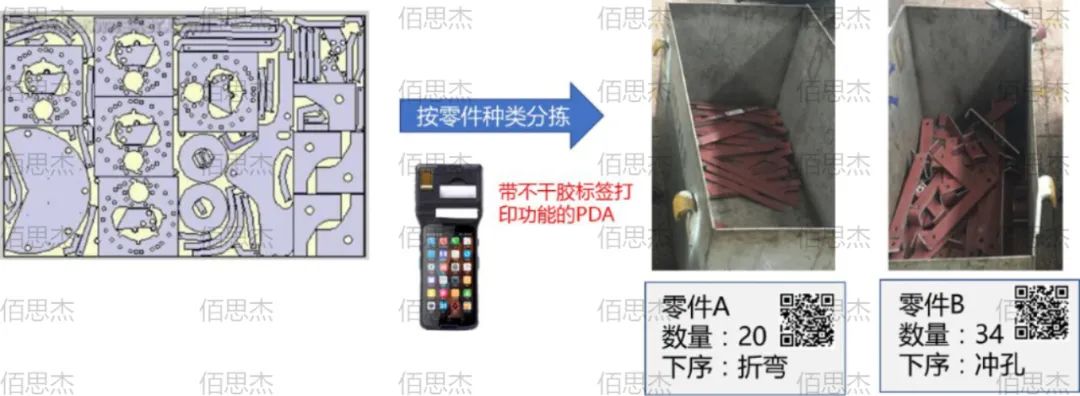 ▲ 钣金件的零件标识(示例)
▲ 钣金件的零件标识(示例)
特点5
钣金任务反馈的管理粒度可定位到工单级汇报
一般来说,一个钣金加工单元往往钣金零件种类多,而且加工工序也多,包括切割、冲(剪)、折弯、焊接、喷涂等,其中部分工序例如冲剪还是多个零件套料加工,加工时间短、工序节拍快。基于这个特点,MES系统在进行钣金作业过程的监控时,可以考虑作业数据采集粒度定义为工单级,即对钣金零件的工单进行汇报,而不对钣金零件工序作业任务进行汇报。
总之,随着钣金加工技术的不断发展,钣金行业已逐渐由劳动密集型生产向自动化、专业化和高精度方向发展。钣金作为制造业中的基础工艺之一,钣金管理的信息化发展也将是未来行业发展的必然趋势。而钣金加工不同于以采用数控机床为生产单元的现代机械加工中心,具有设备多、零件种类多、加工周期短等一些业务特点,因此,钣金生产单元在导入MES系统的过程中,应兼顾其个性化特色需求,针对行业的业务特点进行系统的设计和规划。
中国武汉光谷科技会展中心
即将上演“智造大戏”
2020年9月10-11日
福利:制造企业免费限报5人
长按下方二维码了解相详情
?

共有条评论 网友评论