



制造MES强调以下三点(来自美国先进制造研究机构AMR):
1、MES是对整个车间制造过程的优化,而不是单一的解决某个生产瓶颈;
2、 MES必须提供实时收集生产过程中数据的功能,并作出相应的分析和处理。
3、MES需要与计划层和控制层进行信息交互,通过企业的连续信息流来实现企业信息全集成。
一般注塑MES的功能:完成排产、生产状况跟踪、全面质量管理、模具管理、设备管理、生产报表管理、上传采集工艺参数、工艺变更记录。
这往往是不够的,或者说这不能优化制造过程中最重要的一点:注塑工艺。
先说说注塑工艺是怎么确定的?
注塑工艺在模流分析阶段就开始制定,随着项目的推进,模具制造工厂也会出一个T0试模的工艺,然后再到注塑工程师手里,将所有的成型参数优化、打出样品测试(T1/T2/T3....),合格后小批量试生产,逐渐优化工艺最终与客户之间确定成型工艺。
但是往往因为以下实际生产过程变量导致工艺波动,从而影响质量。
塑料材料具有复杂的热学和流变学性能
材料和机器具有温度敏感的特点
液压阀和机械部件具有非线性特点
材料性能差异
在不同的油温下,液压系统有差异
如何减小这种过程变量引起的工艺波动?答案可分为两种:在线优化和利用大数据优化。
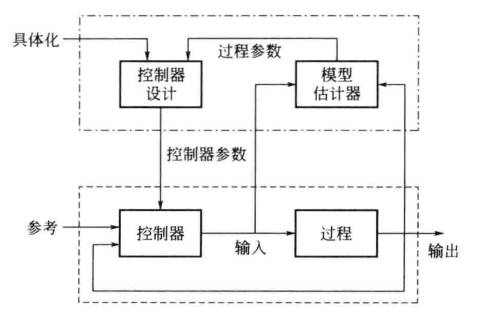
一是在线对工艺进行优化控制,近几年顶级注塑机制造商给出了许多APC功能(APC自动控制系统)已成为研究热点,其中自校正原理图如下:
(图片可点击方大)
二是对注塑MES中海量的数据进行处理(MES优化),从而优化注塑工艺。
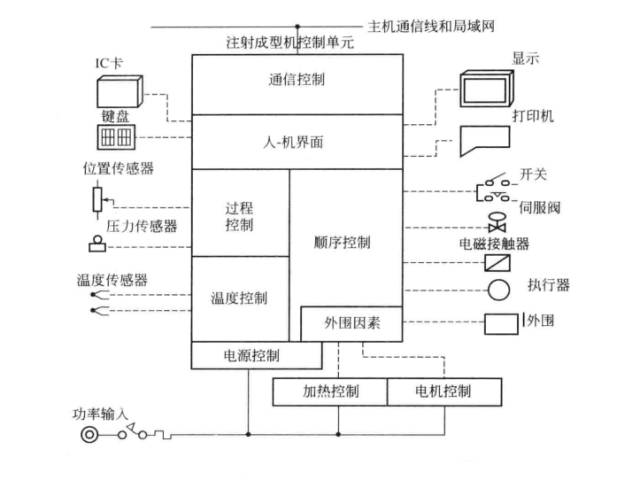
下图为注塑机的控制系统:
(图片可点击方大)
下面具体地谈谈如何将注塑MES的导出数据可以进行PCA(特征降纬)处理。
PCA(Principal Component Analysis)通过线性变换将原始数据变换为一组各维度线性无关的表示,可用于提取数据的主要特征分量,常用于高维数据的降维。
理解起来比较复杂,但是结合注塑工艺就很容易理解。
一般注塑工艺最终只需要控制四个工艺关键变量:
塑料注射过程中的温度
型腔内塑料的剪切
成型时的压力分布
零件各部分冷却分布和冷却时间
但是往往注塑机上的经常需要调整的参数却多达50多个,如何将这么多参数简化为四个关键工艺变量呢?就是PCA特征降纬。
一般情况下,在数据挖掘和机器学习中,数据被表示为向量。注塑MES系统中采集的参数可记录为:
(日期,模具号,机台号,原料编号,合模力,注射压力,注射时间,注射速度,预塑速度,模温。。。)
其中“日期,模具号,机台号.....”是一个记录标志而非度量值,而数据分析关心的大多是度量值(也就是注塑参数),因此如果我们忽略记录标志这个字段后,我们得到一组记录,每条记录可以被表示为一个多纬向量,其中一条看起来大约是这个样子:
(1000,1800,2.1,70,200,60。。。)
然后将这样多组数据进行向量计算及基转换,为了简单起见我们只计算两组数据A和B,这两组数据均为二维向量(两个工艺参数)。
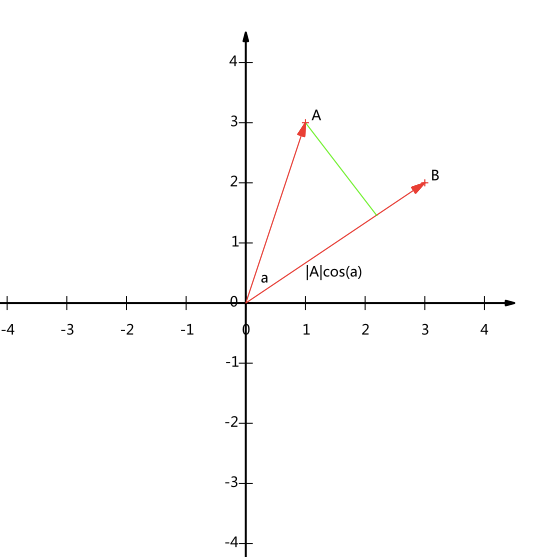
利用笛卡尔坐标系将向量A的特征投影向量B上,计算为:

如果将B的特征设为1,则A的特征值为:
将更多的过程变量导入到坐标系中,例如:
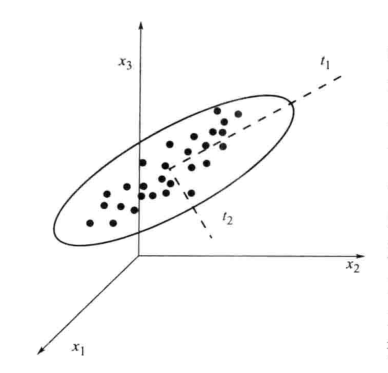
从而得到一个区域范围,这就是生产过程中的工艺波动,我们还可以对这些数据再次降纬,最终会得到一个降维投影,这个投影最终反应为注塑成型的最关键变量。并且输入的工艺参数越多,特征值越明显。
随后注塑MES可以将每次生产的数据进行处理,在批量生产中对注塑工艺进行有效的控制,实现对每一个生产批次的工艺监控和管理。
更多精彩内容推荐阅读:
微注塑整理,转载需注明来源,未注来源将视为侵权。



共有条评论 网友评论