
【引言】瓦线运行、接纸过程中的频繁断纸无疑会给纸箱厂带来更大的损耗。尤其是在原纸价格仍处于高位的当下,控制好断纸频率就等于为工厂节省了开支。那么,该如何降低断纸损耗和频率呢?有纸箱厂用下面3招,一年成功省下了31万。

 一、断纸检测控制(停机检测)定义
一、断纸检测控制(停机检测)定义
瓦线断纸可分为:运行过程中断纸和接纸过程中断纸。
1、运行过程断纸检测控制主要是运行过程中断纸、自动急停本机台、自动放慢整线速度,减少更多不良品的产生,降低断纸损耗。
2、接纸过程断纸检测控制主要是针对接纸机小纸筒接纸时:
a.零纸尾断纸接纸机自动换纸接纸;
b.任一边原纸破损断纸时,接纸机自动换纸接纸。

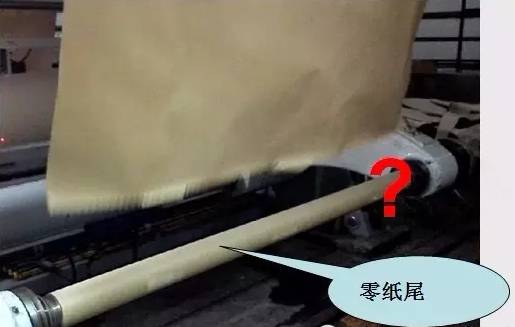
 二、零纸尾检测
二、零纸尾检测
零纸尾主要是通过导辊上的压力传感器检测纸张的拉力,断纸时拉力为零。我们都知道,为了保证纸幅接头有足够的牢度抵抗纸幅张力,瓦线的接纸方式是搭接,也就是两片纸幅上下重叠,中间是双面胶。但是这种接纸方式同时也带来了负面影响,在实际生产中接头的宽度除了胶带重叠部分还有一个在切断时留下的小尾巴,实际的重叠部分要远大于胶带宽度。
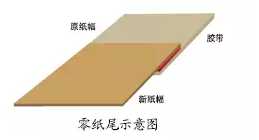
△原纸幅、胶带、断纸幅零纸尾示意图
纸幅通过瓦楞辊的挤压塑形变成瓦楞纸,纸幅从两个瓦楞辊中间穿过,而瓦楞辊的啮合是非常精密的,任何变化都会引起瓦楞辊的跳动,尤其是在高速状态下,这种跳动会被放大无数倍。我们可以想象一下,瓦楞辊在高速生产时突然纸幅接头处进入瓦楞辊的啮合,两个瓦楞辊的间隙突然增加一倍,引起的瓦楞辊跳动可想而知,导致的直接后果是纸板贴合不良。接头越宽,跳动的时间越长,贴合不良的纸板就越多。
所以,做到零纸尾(也就是接头就胶带宽度重叠部分,没有小尾巴)非常重要。零纸尾的意义不仅是大大减少由于瓦楞辊震动引起的废纸板,同时由于没有纸尾,接头处的纸板同样可以作为合格品用。

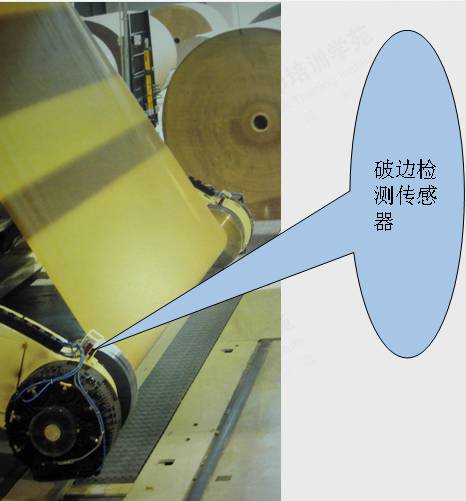
三、破边检测
破边检测主要是通过监控原纸两边的红外线传感器检测原纸任一边的破损。排除接纸机故障和人为上纸不良断纸情况。一般来说,小纸筒接纸断纸占整个断纸量的一半左右,据统计,每次断纸损耗加上热板内、天桥上、接纸机内的损耗,平均损耗达到58kg/次。
以2500mm的生产线为例,假设每天断纸十次,其中小纸筒断纸损耗为:
10次/2×58kg/次×30天×12月×3000元/吨=313,200元/年

四、案例分析
筒芯剥层损耗,也就是原纸未完全用完,剥光原纸损耗。这里影响筒芯剥层损耗的因素有:
(1)操作员工的能力与责任感
(2)原纸架夹头对原纸筒芯的损坏
(3)有无接纸机
(4)接纸机有无断纸检测控制
(5)原纸重复使用的次数
(6)原纸筒芯的品质
下面是不同工厂筒芯及剥层损耗表:
2.2m生产线 | 筒芯损耗 | 筒芯剥层损耗 |
没有接纸机 | 0.34%~0.36% | 0.14% |
有接纸机 | 0.34%~0.36% | 0.1% |
有断纸检测控制 | 0.34%~0.36% | 0.03% |
如果月产量600万㎡,平均纸板克重600g/㎡,月耗用原纸600万㎡×0.6kg/㎡=3600吨/月。那么:
有断纸检测控制筒芯剥层损耗每月为:0.03%×3600吨=1.08吨;
无断纸检测控制筒芯剥层损耗每月为:0.1%×3600吨=3.6吨;
其损耗相差为:(3.6吨-1.08吨)×12月×3000元/吨=9万元/年。


共有条评论 网友评论