
智能制造的背景、特征与关键技术
智能制造工厂是现代工业信息化发展的一个新阶段,特别是随着工业4.0概念的推广,工业制造技术的发展对制造过程提出新需求,包括:多品种多批量、高质量低成本、柔性制造快速响应、节能减排环境友好等需求,制造业变化的速度比以往更快。在此要求基础上,各项技术在制造过程中的应用推广也快速发展。
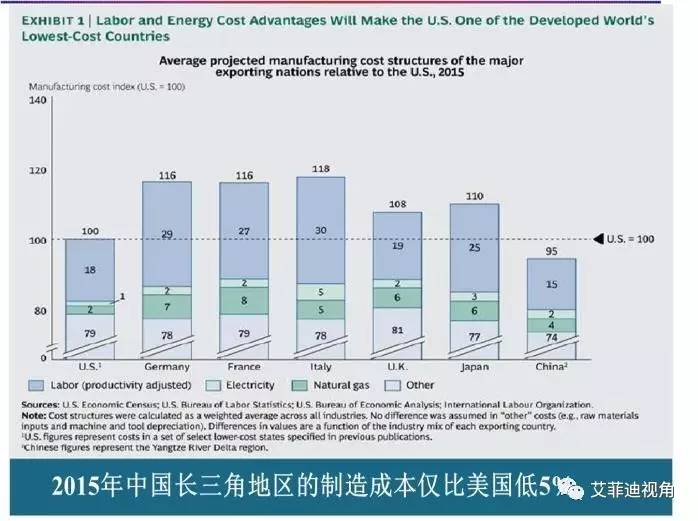
在新阶段的制造产业中,能源和资源利用效率是竞争力的决定性因素;更短的创新周期;更为复杂的产品;更大的数据量个性化大规模生产;快速变化的市场;更高的生产效率等,均对现有产业提出了挑战。从国内产业发展看,中国制造业的发展受到来自各方面的压力,现有的劳动密集型制造产业模式无法满足。其中劳动力成本快速增加,廉价劳动力红利逐步减少是迫切面临的问题。特别是经济发达的东南沿海城市,劳动力成本已接近发达国家,综合其它基础实施差距,与发达国家相比,制造成本没有明显优势,智能制造作为国家战略提上研发日程。
 智能制造作为一个产业发展战略,初期阶段以提升制造效率为目标,比如在2015年国家试点的智能制造项目的目标关注于:?运营成本降低:20%;?研制周期缩短:20%;?生产效率提高:20%;?不良品率降低:10%;?能源利用率提高:4%
智能制造作为一个产业发展战略,初期阶段以提升制造效率为目标,比如在2015年国家试点的智能制造项目的目标关注于:?运营成本降低:20%;?研制周期缩短:20%;?生产效率提高:20%;?不良品率降低:10%;?能源利用率提高:4%
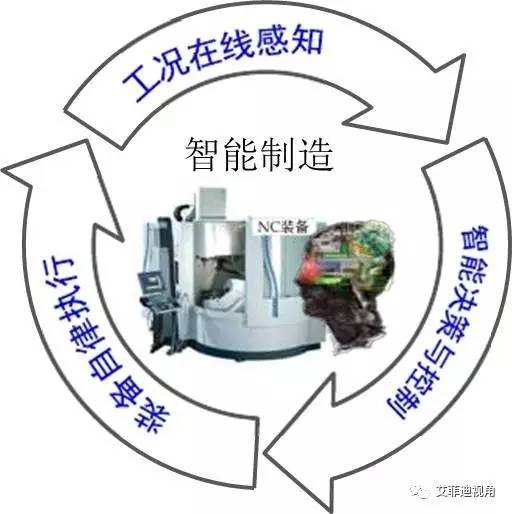
智能制造通过工况在线感知(看),智能决策与控制(想),装备自律执行(做)大闭环过程,不断提升装备性能、增强自适应能力,是高品质复杂零件制造的必然选择。综合利用智能传感技术、计算机网络技术、自动控制技术、人工智能技术、现代管理技术,实现工厂生产自动化、网络化、数字化和智能化,其关键技术有:
智能传感与智能制造网络技术
分布制造智能与系统建模技术
信息管理、集成与数据挖掘技术
智能决策、规划、调度与企业管理技术
现代制造服务技术
随着新一代信息技术与制造技术融合,制造业迎来巩固和强化技术优势的机遇,主要表现在:(1)工业软件系统的机遇。工业系统软件是智能制造的核心与运行框架,企业资源管理系统(ERP);制造执行系统(MES);产品生命周期管理系统(PLM),可编程控制器(PLC)等核心工业软件在制造业的地位越加稳固。(2) 工业电子的机遇。集成了传感,计算,通讯的工业电子是智能装备的核心,将感应与自律控制挑整集成于智能装备中,是实现智能制造的核心。(3) 制造基础技术的机遇。基础材料,基础工艺,基础装备,基础元器件等传统制造技术与工业软件,信息化技术,工业电子技术的集合,构建了整个智能制造系统。
 智能制造的基本特征
智能制造的基本特征
1) 信息驱动
采集产品制造的各类数据、知识、图形、图像等信息,实现生产过程系统的预报、评价、调度、控制、监控、诊断、决策和优化等。
2) 自治能力
采用分层或分级的自治单元,通过协调机制对其自身的操作行为做出规划,对意外事件(如制造资源变化、制造任务货物要求变化等)做出反应,实现行为可控。
3)人机协同
实现人和系统的协同交互,辅助人类进行分析、判断、决策;人机之间平等共事、相互“理解”、相互协作
4) 自组织与柔性
根据获取的市场、设计和过程信息,制造单元和系统自行组成一种最佳结构的智能制造系统,以高效可靠的方式运行,完成给定的制造任务。
5) 自学习能力
以专家知识为基础,不断完善、优化、更新系统的知识库;通过感知环境状态来学习动态系统的最优行为策略,实现环境自适应、在线学习等能力
6) 自维护能力
对系统的故障进行诊断、预测和自修复,自动更新系统知识库、维护单元设备;对系统的整体运行状况进行评估,及时发现并解决问题
 现场信息采集系统
现场信息采集系统
数据采集系统(MDC)的概念是指将现场设备作为信息传输的一个节点,而纳入到整个企业整合信息化系统中,为整个信息系统提供及时,有效,真实的数据,从而实现管理决策与执行层信息的交流协同。从整体的智能制造概念而言,信息采集,信息传输,信息处理,以及命令信息的执行是整个系统的关键。作为感知与自律执行的功能模块,现场信息的准确采集与快速有效传输是整个系统运作的基础。如果把智能工厂看作一个具有智慧的仿真体,那么信息系统包括了各个的感应器官以及连接各个器官的神经结点和大脑处理器官。搭建与选择不同感应器件以及传输方式,会对系统敏感度,响应速度与自律执行准确度有决定性的影响。
所谓智能,就是具有能够根据环境/工况变化,做出快速处理判断,并能够做出自律的相应,闭环判断响应正确与否和自我修正的能力。其中变化信息,反馈信息均涉及到信息采集合与处理技术。
智能制造中的设备作为信息系统中的节点,要求都具有信息上传和下传的功能,以及信息初步处理的能力,以减少冗余信息在数据通道中的传输。才用MDC网络系统进行生产设备的联网,构建了一个车间生产现场综合数据交换平台,包括:设备状态采集,车间工况数据采集,工艺参数采集,生产输出数据采集和交换功能。其中设备的升级,具有状态自采集和信息上下传输的功能是MDC系统的基础,而不同设备间的信息互换协议标准技术是关键。
现场信息可以划分为广义和侠义概念。从整体上看,所以无法完全判别与生产制造不相关的现场信息,并对生产决策产生影响。这包括了设备本身健康状态信息,生产环境信息,这里现场数据采集方式
生产现场的信息类型可以从人,机,料,法,环几个方面定义。
人员数据包括,人员编码,排班情况,上下班,保护特性等
设备稳定状态数据:设备运行参数,健康状态等数据
工装工艺数据:工装编码,状态,刀具寿命记录,以及其他工艺参数信息
物料信息:物料编码,位置,状态等信息
生产数据:任务单号,产量数,UPH等各类生产过程信息等
质量数据:产品检测QC数据信息
环境数据:比如现场温度,湿度,赃物颗粒,ESD/EMI等特性数据
信息采集方式
TCP/IP协议的以太网模式
该类模式主要应用与数控设备配置,实现的信息采集内容丰富,实现远程控制,这是未来CNC数字加工的发展方向。目前各主要数控系统厂商,如FANUC,西门子,HEIDENHAIN,MAZAK,三菱,大隈,FIDIA等均配备了局域网,接入以太网成了未来CNC设备的标准配置。主要通过网络实现(1)设备加工信息的实时采集,掌握设备状态信息(断电,开机,运行,空闲,报警等);系统状态(编辑,手动,运行,MDI等);设备报警信息记录;程序运行内容(程序号信息,程序段信息,坐标信息等);其他运行参数信息等(2)设备运行的权限设置,通过对数控设备的某些异常加工行为,定义预限制,从而对检查处理上升到预防级别,对生产加工,设备安全和质量控制有重要意义。
普通以太网模式:
指的是采用window操作系统的带有以太网接口的设备,但需要二次开发建立信息采集和通讯接口的设备。比如激光切割设备,高端的检验检测设备等。这类设备可以通过网络传输生产控制所需的各类文档以及检测结果报告,实现中控中心对质量信息的采集和实时处理。当然,要包括这些设备本身运行状态信息的采集与监控。
组态软件采集:
对于非数控采用PLC控制的设备,直接读取PLC中的相关信息和状态,将读取的这写I/O点信息和模拟量信息传输给预设数据库。组态软件利用组态软件包中的工具,通过硬件组态,数据组态,图像图像组态等完成所需应用软件的开发工作。组态软件一般通过串口或网口与需要采集信息的目标设备PLC连接,就可实现设备的控制与信息采集,改造性价比效率较高。
RFID方式:
通过RFID采集人员,物料信息,在人员,物料等信息目标物上植入绑定RFID芯片,该芯片记录目标物的特征编码,实时采集并于中央处理器数据库交互处理,实时更新记录目标物的状态信息的变化(比如位置,工作时间等)
人工辅助方式:
手工填表;条码扫描;手持终端模式
工业传感器与通信协议的兼容性
目前市场上各个工控机、PLC、总线产品厂家林立,现有的总线协议种类繁多,传感器厂商、控制器厂商、设备厂商、生产厂家在考虑自身设备的智能化和自动化设计的时候,往往面对的最多的是控制层种类繁多的总线协议选择和现场设备层接口的选择。如何有效地解决协议之间的兼容性和传感器接口的统一性,成为各大传感器和控制器厂商积极思考的问题。 各个协议之间相互独立,互不兼容,给客户的应用带来了很多不便,这对于客户至上的市场现状来说,无疑不利于工控行业的长期稳定发展。在这样的背景下,一场工业现场总线技术的革命势在必行,实现多网络、多协议的互联互通、无障碍运行无疑是工业现场总线技术发展的方向。
工厂自动化领域主要有:
l EtherCat
l EtherNet/IP
l CANopen
l DeviceNet
l ModeBus-TCP
l PROFINET
l PROFIBUS-DP
l PROFIBUS-FMS等;
过程自动化领域主要有:
l FoundationFieldbus(FF)
l PROFIBUS-PA
l P-NET(ProcessautomationNet)
l PowerLink
1.EtherCat:
EtherCAT(以太网控制自动化技术)是一个以以太网为基础的开放架构的现场总线系统,EterCAT名称中的CAT为ControlAutomation Technology(控制自动化技术)首字母的缩写。最初由德国倍福自动化有限公司(Beckhoff AutomationGmbH)研发。EtherCAT为系统的实时性能和拓扑的灵活性树立了新的标准,同时,它还符合甚至降低了现场总线的使用成本。EtherCAT的特点还包括高精度设备同步,可选线缆冗余,和功能性安全协议(SIL3)。
2.EtherNet/IP:
Ethernet/IP是一个面向工业自动化应用的工业应用层协议。它建立在标准UDP/IP与TCP/IP协议之上,利用固定的以太网硬件和软件,为配置、访问和控制工业自动化设备定义了一个应用层协议西蒙公司开发。Ethernet无疑是众望所归,开放的Ethernet是20多年来发展最成功的网络技术,并导致了一场信息技术的革命。随着网络技术的发展,加上各大网络公司、自动化公司(如西门子公司)等的努力,可以预见,象当年PC进入工业自动化领域一样。Ethernet/IP将会十分迅速地进入工业控制系统的各级网络,目前工业现场总线正在逐步地转向Ethernet网络
3.CANopen协议:
CANopen由非营利组织CiA(CAN inAutomaion)进行标准的起草及审核工作,基本的 CANopen 设备及通讯子协定定义在 CAN in Automation (CiA) draft standard 301中。针对个别设备的子协定以CiA 301 为基础再进行扩充。如针对 I/O 模组的 CiA401 及针对运动控制的 CiA402。CANopen是一种架构在控制局域网路(Control Area Network, CAN)上的高层通讯协定,包括通讯子协定及设备子协定常在嵌入式系统中使用,也是工业控制常用到的一种现场总线。CANopen 实作了OSI模型中的网络层以上(包括网络层)的协定。CANopen 标准包括寻址方案、数个小的通讯子协定及由设备子协定所定义的应用层。 CANopen 支援网络管理、设备监控及节点间的通讯,其中包括一个简易的传输层,可处理资料的分段传送及其组合。一般而言资料链结层及实体层会用CAN来实作。除了 CANopen 外,也有其他的通讯协定(如EtherCAT)实作 CANopen 的设备子协定。基本的 CANopen 设备及通讯子协定定义在 CAN in Automation (CiA) draft standard 301. 中。针对个别设备的子协定以 CiA 301 为基础再进行扩充。如针对 I/O 模组的 CiA401 及针对运动控制的 CiA402.
CANOPEN具有优势:1.物理层非常稳定;2. 数据链路层可靠,因为相比其他所有总线,只有CAN可以做到达到汉明间距(HammingDistanz)为6,能够检测报文里多达5个随机引入的位错误及15位突发性错误。3. 灵活,兼容性高;4. 可互操作性高;5. 价格低(对于设备生产商来说);6. CAN产品尺寸小,节省空间;7.支持冗余备用
4.DeviceNet
现场总线协议
5.ModeBus-TCP
MODBUS/TCP是简单的、中立厂商的用于管理和控制自动化设备的MODBUS系列通讯协议的派生产品。显而易见,它覆盖了使用TCP/IP协议的“Intranet”和“Internet”环境中MODBUS 报文的用途。协议的最通用用途是为诸如PLC’s,I/O模块,以及连接其它简单域总线或I/O模块的网关服务的。MODBUS/TCP协议是作为一种(实际的)自动化标准发行的。既然MODBUS已经广为人知,该规范只将别处没有收录的少量信息列入其中。然而,本规范力图阐明MODBUS中哪种功能对于普通自动化设备的互用性有价值,哪些部分是MODBUS作为可编程的协议交替用于PLC’s的“多余部分”。它通过将配套报文类型“一致性等级”,区别那些普遍适用的和可选的,特别是那些适用于特殊设备如PLC’s的报文。ModbusTCP的应用层采用Modbus协议,而EtherNet/IP采用CIP协议,这两种工业以太网的数据链路层采用的是CSMA/CD,因此是标准的以太网
6.PROFINET
PROFINET由PROFIBUS国际组织(PROFIBUSInternational,PI)推出,是新一代基于工业以太网技术的自动化总线标准。作为一项战略性的技术创新,PROFINET为自动化通信领域提供了一个完整的网络解决方案,囊括了诸如实时以太网、运动控制、分布式自动化、故障安全以及网络安全等当前自动化领域的热点话题,并且,作为跨供应商的技术,可以完全兼容工业以太网和现有的现场总线(如PROFIBUS)技术,保护现有投资。
PROFINET是适用于不同需求的完整解决方案,其功能包括8个主要的模块,依次为实时通信、分布式现场设备、运动控制、分布式自动化、网络安装、IT标准和信息安全、故障安全和过程自动化。原来划分为v1,v2,v3现在一般称为ProfiNetCBA、ProfiNet IO和ProfiNet IRT.也就是通过以太网来实现对等通讯、实时控制和运动控制
7.PROFIBUS-DP/FMS/PA
8.FoundationFieldbus(FF)
9.PROFIBUS-PA
10. P-NET(ProcessautomationNet)
11. PowerLink (=CANopen+Ethernet)
鉴于以太网的蓬勃发展和CANopen在自动化领域里的广阔应用基础,EthernetPOWERLINK 融合了这两项技术的优点和缺点,即拥有了Ethernet的高速、开放性接口,以及CANopen在工业领域良好的SDO 和PDO 数据定义,在某种意义上说POWERLINK就是Ethernet 上的CANopen,物理层、数据链路层使用了Ethernet介质,而应用层则保留了原有的SDO和PDO对象字典的结构. PowerLink虽然在物理层和数据链路层还是采用标准的以太网,但是它又添加了另一个数据链路层,此EPL数据链路层在结构上为于以太网数据链路层之上
工业以太网的竞争将会在Ethernet/IP和ProfiNet间进行,而其它工业以太网都是这两者的陪衬,将会逐渐退出市场。EtherNet/IP以后将由罗克韦尔自动化、Omron、施耐德和思科公司来推动,而ProfiNet将由业界老大西门子公司带领一些小公司去奋斗。
工业传感器接口技术
近些年各大传感器厂商都在追求传感器功能上和智能上的改善,以期推动自动化领域的不断向前发展。但是接口方面却始终如旧,没有大的突破。为了实现现场设备层接口的统一性和透明化,2004年,各大主流传感器厂商合作成立了一个新的协会,专注于IO-Link接口技术的开发和推广,倍加福便是其中的主要成员。直到2011年随着倍加福各类IO-Link接口传感器引入到中国市场,IO-Link接口技术才算是真正意义上的进入中国市场。
在目前的工厂自动化网络中,我们最常见的传感器仅仅是用于离散信号(如NPN,PNP开关量信号)和连续信号(如电流、电压模拟量信号)的现场设备。透明的数据交互也只停留在控制层,可编程控制器与可编程控制器之间,以及可编程控制器和上位机之间。而当引入IO-Link接口技术后,传感器在提供过程数据(离散信号和连续信号)的同时,还增加了维护数据的交互功能。
IO-Link接口技术是新一代点对点的通讯技术,它的优势在于统一的接入模块、统一的安装接线、统一的软件设定、统一的数据结构、免维护即插即用、以及保留标准I/O接口。具体来说,统一的接入模块:用户在选择可编程控制器输入/输出模块时,无需考虑NPN还是PNP模块、开关量还是模拟量模块、3线还是4线制模块;可编程控制器端使用统一的IO-Link主站模块。统一的安装接线:用户在设计时,无需考虑2线、3线、4线甚至12线的设计,无需考虑针脚号、线色和屏蔽线的选择;传感器端是统一的三线制设计(电源正、电源负、IO-Link信号线)。统一的软件设定:通过统一的设备参数管理文本(IODDS),即可轻松实现传感器和可编程控制器之间的数据交互和参数设定。用户使用通用型IODDS文本或使用传感器厂商自定义的人性化IODDS文本即可对传感器进行参数设定和监控。免维护即插即用:传统的接口方式,用户在更换备件时需要根据现场情况对传感器进行重新设定,内置IO-Link接口的传感器用户只需将过去保存的设置文件导入到传感器中即可。
下一代的IO-Link接口技术更可实现传感器挂入后的参数自动下载,无需用户操作。保留标准I/O接口:考虑到当前网络的可替换性,在设计IO-Link接口时,可编程控制器端IO-Link主站模块的输入口可自定义,即可接常规传感器,又可接IO-Link传感器;同样的IO-Link传感器的接口也可自定义,即可当常规的NPN/PNP传感器用,也可当IO-Link传感器用,确保了与当前网络和设备的兼容性。我们有理由相信,在不久的将来,IO-LINK接口技术势必会成为整个传感器行业的现场设备层接口技术的领跑者。
共有条评论 网友评论