
来源:创嘉精益
智能工厂解密视频:高利润的C2M模式揭秘。C2M这种商业模式,除了在服装领域外,家具、皮具等领域,都可以应用。

视频二:C2M模式的应用:6分钟裁剪一套西装,利润大增!
|
成衣:Ready-to-wear(RTW),亦称为Off the rack |
量身制作:Made-to-Measure,即亦称为Custom suit/shirt |
高级定制:Bespoke Tailoring (高级男装定制),Houte Couture(高级女装定制) |
|
面向库存制造 Make-to-stock |
包含面向订单制造Make-to-order和按单配置Config-to-order,更流行说法是“大规模定制Mass Customization” |
面向订单设计制造Engineer-to-order |
图一:服装业营销模式的破局。
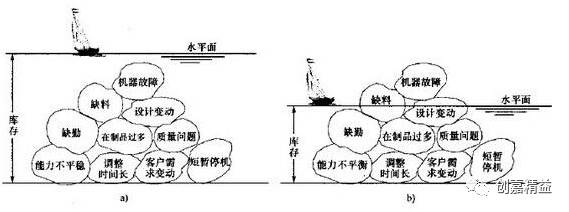 图二:服装业库存掩盖了许多问题,如利润率低,资金周转缓慢等。
图二:服装业库存掩盖了许多问题,如利润率低,资金周转缓慢等。
“春江水暧鸭先知”,近日我参观了青岛红领C2M智能车间,感慨万分。服装业的先知先觉得的企业,其实可以放弃OEM/ODM、零售、团装等盈利能力低的传统模式,建立小批量、快速反应的营销和生产模式,占领服装价值链中高端,通过获取更大的行业利润。
红领生产体系的13个模块:

1、带有量体数据的客户订单进入工厂,首先进行排版,基于红领积累的版型库,这个库里的版型应该是基于量体点的版型部件的排列组合,管理这些产品信息的就是产品数据管理系统(PDM),根据顾客量体信息,从PDM中提取出一套相近属性的版型部件的2D或3D CAD文件,即为基础版型(Base Pattern),在CAD排版工具里,按顾客量体及要求,略加修改,形成定制版型(Custom Pattern)。
以上体现了C2M的基本特征。定制版型保存后,未来还可在类似体型顾客上重复使用,减少排版工作量。排好版后,再经过排产,就可以进入到断料、裁剪以及后续加工工序了。

2、计划排产模块,JIT生产排单系统
-
时间维度,即一次排产的时间周期
-
物料维度,相同面料的订单在下料和裁剪环节排在一起,相同缝线的订单在缝制环节尽可能排在一起,这样可以减少工人换缝纫线的时间
-
流水线节拍和工人加工时间,流水线节拍和工序作业时间尽可能一致,使流水线在运行中不发生瓶颈拥塞,这也要求对订单涉及到的制作工序要标准化,并要测量标准加工时间
-
产线范围,红领的生产现场分为三段生产,第一段缝制(平面缝制)有两条线,第二段缝制(上袖、肩等成型缝制)有两条产线,第三段是整理熨烫线,需要按段、按线分别排产。
3、部分需要手工制作的工序,例如锁扣眼,是流水线外的一组工作区。
4、车间内的面料储存区设置了高位货架,据说存储了三万多种面料。
介绍人员说面料库存信息实时向供应商开放,面料供应商根据事先设定的安全库存量,随时进行库存补足,听起来是典型的供应商管理库存(VMI)模式,应该也有供应商协同系统(SRM)支持。不过,按单生产的标准物料需求计划(MRP)很大程度上受到供应商配合能力的限制,而基于经济批量订货(EOQ)模型的安全库存模式,简单做法是静态的安全库存水平设置,高级的动态安全库存水平,则需要非常强的需求预测能力。面料问题是服装供应链管理最大的瓶颈,没有之一,要不是采用容易获得的大路货面料,要不是把超储风险转嫁到供应商端,都不是最好的解决方案。红领的供应链预测水平如何,不得而知,这也是我个人对红领模式有效性最关心,而从表面观察难以得到答案的问题。
5、根据排产订单从仓库里挑料,断料后上裁床。
6、小批量快速裁剪
定制则需按订单对单片断料裁剪。红领采用了数码裁床,排版信息直接传到裁床,裁剪软件通过投影仪投射到裁床上的面料上,由人工开裁,这样就无需传统的纸版(这种数码裁床十多年前就挺普及了);最后一台裁床上,把不同订单采用同一面料的裁剪工作集中排版开裁。据我观察,红领并没使用顶尖的数码自动裁床。

7、缝前的裁片按照订单被归集,逐一挂到挂架的传送钩上,同时将一个RFID卡写入生产单信息,随钩流转,直到完工质检,这个RFID用在接下来各个工序的工人在工位计算机上刷卡开工和报完工。注意下图中衣服袖子上的小牌。

8、吊挂线控制系统根据APS排产的逻辑,将吊钩上的裁片或半成品传到相应的产线和工位上。前述示范工厂分为三段生产,吊挂线也相应分为三组,第一组吊挂线对应两条缝制线(缝衬等平面缝制),后续第二组吊挂线对应两条缝制线(缝肩等成型缝制)。

9、缝纫工序上的工人将RFID牌在工位计算机上扫描(下图中缝纫机上方的小屏幕),屏幕显示了制造执行系统(MES)的制造指令,显示信息非常简单,就是单号、款号、线号、扣号、流水号、面料号等少数文本信息,界面比机械、电子行业MES的作业指导简单多了。此外,服装缝纫的现场物料只有线、扣,基本没有生产线送料问题,这也比机械、电子行业需要根据排程进行产线送料计划简单。为加快换线,红领设计了一个小装置,将多个线轴挂在缝纫机上方。

10、生产现场有一台显示屏显示当日作业量和生产进度报表,是个非常简单的生产BI,也比机械电子厂的生产报表简单。
11、经过两段缝制后,质检员扫描衣服上的RFID,得到订单的有关信息(下图),通过皮尺测量,对产品进行质检。然后进入到整理熨烫的吊挂线上。

12、西裤生产线在另一个车间,通过另一段挂架系统传输过来,一套西服的上衣和裤子在挂架汇合处被自动分拣成套。

13、最终仓库据说在二楼,不在参观范围内,可以想象,由于是按单生产,最终的包装、装箱、发运也是按单逐一进行的。
(文章来源于网络,版权归作者所有)
共有条评论 网友评论